



Normen für Gewindebohrer und Schneideisen

Abbildung 1: Gewindebohrer- und Schneideisensatz
Gewindebohrer und Schneideisen sind Schneidwerkzeuge, die zur Herstellung von Gewinden an Bauteilen wie Schrauben, Bolzen und Muttern sowie zur Herstellung eines Gewindelochs zum Einschrauben von Bauteilen verwendet werden. Dieser Artikel behandelt die gemeinsamen Normen für diese Produkte. Wenn Sie wissen möchten, wie man sie verwendet, lesen Sie bitte unseren Artikel über Gewindebohrer und Schneideisensätze. Weitere Informationen zu Größen und Bohrungen für das Gewindeschneiden finden Sie in unserer Tabelle der Gewindebohrergrößen.
Im Folgenden sind die verschiedenen Normen aufgeführt, denen Gewindebohrer, Matrizen und die verschiedenen damit verbundenen Werkzeuge entsprechen müssen. Nutzen Sie unser Inhaltsverzeichnis, um zwischen den einzelnen Normen zu navigieren.
Tamesons Auswahl an Gewindeschneidwerkzeugen




DIN 13-1 bis DIN 13-52
- DIN 13-1: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 1: Nenngrößen für Grobgewinde; Nenndurchmesser von 1 mm bis 68 mm
- DIN 13-2: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 2: Nenngrößen für 0,2 mm, 0,25 mm und 0,35 mm Feingewinde; Nenndurchmesser von 1 mm bis 50 mm
- DIN 13-3: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 3: Nenngrößen für 0,5 mm Feingewinde; Nenndurchmesser von 3,5 mm bis 90 mm
- DIN 13-4: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 4: Nenngrößen für 0,75 mm Feingewinde; Nenndurchmesser von 5 mm bis 110 mm
- DIN 13-5: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 5: Nenngrößen für 1 mm und 1,25 mm Feingewinde; Nenndurchmesser von 7,5 mm bis 200 mm
- DIN 13-6: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 6: Nenngrößen für 1,5 mm Feingewinde; Nenndurchmesser von 12 mm bis 300 mm
- DIN 13-7: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 7: Nenngrößen für 2 mm Feingewinde; Nenndurchmesser von 17 mm bis 300 mm
- DIN 13-8: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 8: Nenngrößen für 3 mm Feingewinde; Nenndurchmesser von 28 mm bis 300 mm
- DIN 13-9: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 9: Nenngrößen für 4 mm Feingewinde; Nenndurchmesser von 40 mm bis 300 mm
- DIN 13-10: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 10: Nenngrößen für 6 mm Feingewinde; Nenndurchmesser von 70 mm bis 500 mm
- DIN 13-11: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 11: Nenngrößen für 8 mm Feingewinde; Nenndurchmesser von 130 mm bis 1000 mm
- DIN 13-12: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 12: Grob- und Feingewinde von 1 bis 300 mm Durchmesser Ausgewählte Durchmesser und Steigungen
- DIN 13-13: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 13: Ausgewählte Größen für Schrauben, Bolzen und Muttern von 1 bis 52 mm Gewindedurchmesser und Größengrenzen
- DIN 13-19: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 19: Nominelle Profile
- DIN 13-20: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 20: Grenzmaße für Grobgewinde mit den bevorzugten Toleranzklassen; Nennmaße von 1 mm bis 68 mm
- DIN 13-21: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 21: Grenzmaße für Feingewinde mit den bevorzugten Toleranzklassen; Nenndurchmesser von 1 mm bis 24,5 mm
- DIN 13-22: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 22: Grenzmaße für Feingewinde mit den bevorzugten Toleranzklassen; Nenndurchmesser von 25 mm bis 52 mm
- DIN 13-23: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 23: Grenzmaße für Feingewinde mit den bevorzugten Toleranzklassen; Nenndurchmesser von 53 mm bis 110 mm
- DIN 13-24: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 24: Grenzmaße für Feingewinde mit den bevorzugten Toleranzklassen; Nenndurchmesser von 112 mm bis 180 mm
- DIN 13-25: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 25: Grenzmaße für Feingewinde mit den bevorzugten Toleranzklassen; Nenndurchmesser von 182 mm bis 250 mm
- DIN 13-26: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 26: Grenzmaße für Feingewinde mit den bevorzugten Toleranzklassen; Nenndurchmesser von 252 mm bis 1000 mm
- DIN 13-28: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 28: Grob- und Feingewinde von 1 bis 250 mm Gewindedurchmesser; Wurzelquerschnitte, Zugspannungsquerschnitte und Steigungswinkel
- DIN 13-50: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 50: Kombination von Toleranzklassen für geformte Innengewinde
- DIN 13-51: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 51: Außengewinde für Übergangspassungen (früher: Schraubgewinde für Presspassungen); Toleranzen, Grenzabweichungen, Größengrenzen
- DIN 13-52: Metrisches ISO-Gewinde allgemeiner Anwendung - Teil 52: Mehrgängige Gewindetoleranzen und Profilabweichungen
DIN 225
DIN 225 regelt die Anforderungen an Gesenkschmiedestücke.

Abbildung 2: Ein Gesenkschaft
DIN 228-1 und ISO 296
DIN 228-1 und ISO 296 definieren den Kegel von Schäften (Morsekegel und metrische Kegel).
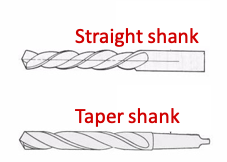
Abbildung 3: Zylinderschaft vs. Kegelschaft
DIN 228-2
Die DIN 228-2 definiert Steckschlüsseleinsatzgrößen und Spezifikationen für Kegelsteckschlüsse (Morsekegel und metrische Kegel).

Abbildung 4: Kegelstutzen
DIN 351/UNC
DIN 351/UNC ist die Norm für Kurzgewindebohrer.

Abbildung 5: Satz Kurzgewindebohrer
DIN 352
DIN 352 umfasst Sätze von 3 Gewindebohrern für metrische ISO-Grobgewinde M1 bis M68. Es hat Nennweiten von 0,25 - 6,0 mm.

Abbildung 6: Handgewindebohrer Satz mit 3 Stück
DIN 371
DIN 371 ist die Norm für Maschinengewindebohrer mit verstärktem Schaft für metrische ISO-Grobgewinde M1 bis M10 und metrische ISO-Feingewinde M1 × 0,2 bis M10 × 1,25. L1 reicht von 40 bis 100 mm, L2 von 4 bis 15 mm, und L3 von 10 bis 32 mm.

Abbildung 7: Maschinengewindebohrer mit Abmessungen
DIN 374
DIN 374 ist die Norm für Maschinengewindebohrer für metrische ISO-Feingewinde M3 × 0,2 bis M52 × 4. L1 reicht von 80 bis 225 mm und L2 von 10 bis 45 mm.
DIN 376
DIN 376 umfasst Maschinengewindebohrer für metrische ISO-Grobgewinde M1,6 bis M68.
DIN 1814
Die DIN 1814 definiert die Größe und die Spezifikationen für verstellbare Windeisen.

Abbildung 8: Ein verstellbarer Windeisenschlüssel
DIN 2181
DIN 2181 umfasst Sätze von 2 Gewindebohrern für metrische ISO-Feingewinde M1 × 0,2 bis M52 × 4. M1 und M52 beziehen sich auf den Gewindedurchmesser/die Gewindegröße in Millimetern, während 0,2 und 4 sich auf die Gewindelänge in Zoll beziehen. Nach Angaben des DIN-Normenausschusses"gilt diese Norm für Sätze von 2 Gewindebohrern, bestehend aus Vorschneidern (V) und Fertigschneidern (F), die zur Herstellung von metrischen ISO-Feingewinden nach DIN 13-2 bis DIN 13-9 bestimmt sind".

Abbildung 9: Hand Wasserhahn Satz von 2 Stück
DIN EN ISO 4231
DIN EN ISO 4231 umfasst hand- und maschinenbetätigte Rundschraubbacken für parallele Rohrgewinde - Reihe G (ISO 4231:2016).
DIN 5157 (früher DIN 253)
DIN 5157 umfasst Sätze von 2 Gewindebohrern für Rohrgewinde G 1/16 bis G 4 und Rp 1/16 bis Rp 4. Nach Angaben des DIN-Normenausschusses"gilt die Norm für Einsätze in Sätzen von 2 Gewindebohrern, bestehend aus dem ersten Gewindebohrer und dem unteren Gewindebohrer, die zur Herstellung von Rohrinnengewinden, bei denen keine druckdichten Verbindungen an den Gewinden hergestellt werden (Symbol G), nach DIN EN ISO 228-1 und Whitworth-Rohrgewinden für Gewinderohre und Formstücke (Symbol Rp) nach DIN EN 10226-1 verwendet werden".

Abbildung 10: Satz Gewindeschneider
DIN EN 22568
DIN EN 22568 umfasst hand- und maschinenbetätigte Rundschraubwerkzeuge und handbetätigte Gewindeschneidkluppen (ISO 2568:1988).

Abbildung 11: Ein runder Schraubstempel
DIN 24231 (früher DIN 5158)
Die DIN 24231 regelt die Anforderungen an Rundstempel.

Abbildung 12: Runder Würfel
ISO 68-1
ISO 68-1 ist die Norm für allgemeine Schraubengewinde, Grundprofile und metrische Schraubengewinde.
ISO 261
ISO 261 enthält die Spezifikationsliste der bevorzugten Kombinationen von Außendurchmesser und Steigung für metrische ISO-Gewinde. ISO 262 ist eine Untermenge von ISO 261 mit einer kürzeren Liste.
ISO 965
ISO 965 ist die Norm für metrische Universalgewinde und die damit verbundenen Toleranzen. Die Norm besteht aus den folgenden Unterabschnitten:
- ISO 965-1: Grundlagen und Basisdaten
- ISO 965-2: Grenzabmessungen für allgemeine Außen- und Innengewinde
- ISO 965-3: Abweichungen bei konstruktiven Gewinden
- ISO 965-4: Grenzmaße für feuerverzinkte Außengewinde, die nach dem Verzinken mit Innengewinden der Toleranzlage H oder G zusammenpassen
- ISO 965-5: Grenzabmaße für Innengewinde, die mit feuerverzinkten Außengewinden zusammenpassen, mit einer maximalen Größe der Toleranzposition vor dem Verzinken
ASME/ANSI B94.9
ASME/ANSI B94.9 ist die Norm für Gewindebohrer, geschnittene und geschliffene Gewinde. Behandelt Ausführungen von Gewindebohrern, Nomenklatur, Definitionen, Kennzeichnungssystem, Abmessungen, Toleranzen für gerades Gewinde, konisches Rohrgewinde, gerades Rohrgewinde, Riemenscheibe, Gewindeeinsatz und gewindeformende Gewindebohrer.



